Alle technischen Informationen finden Sie in unseren Technischen Handbüchern in unserem Download Bereich.
Muffenschweißen von POLYMELT Rohren und Formstücken aus PP-R & PP-RCT mit einem Handschweißgerät



- Vergewissern Sie sich, dass die Schweißmaschine mit geeigneten, teflonbeschichteten Schweißaufsätzen ausgestattet ist. Vermeiden Sie die Verwendung von Zangen oder anderen scharfen Werkzeugen, die die Teflonbeschichtung bei der Montage beschädigen könnten. Verwenden Sie stattdessen einen geeigneten Sechskantschlüssel.
- Schalten Sie das Schweißgerät ein.
- Vor Beginn der Schweißarbeiten ist die Schweißtemperatur mit einem Thermometer oder einem Temperaturkontrollstift zu überprüfen.
- Achten Sie auf ein präzises Abschneiden der Rohrenden. Verwenden Sie dazu eine geeignete Rohrschere oder einen Rohrschneider. Auf die Sauberkeit von Rohren, Formstücken und Schweißgeräten ist unbedingt zu achten. Verwenden Sie bei Bedarf ein fusselfreies Tuch und PP/PE-Reiniger (auf Ethanolbasis) zur Reinigung.
- Markieren Sie die Einstecktiefe auf dem Rohr.
- Formstück und Rohr zügig und axial auf die entsprechenden Schweißwerkzeuge aufsetzen, ohne zu verdrehen. Erhitzen Sie die Bauteile ohne Druck unter Beachtung der vorgegebenen Zeiten.
- Nach Erreichen der vorgeschriebenen Erhitzungsdauer sind Fitting und Rohr unverzüglich vom Heizelement zu entfernen und ohne Verdrehen sofort zu verbinden, wobei auf die richtige Einstecktiefe bzw. Markierung zu achten ist. Markierungen an Fittings und Rohren helfen bei der korrekten Ausrichtung.
- Halten Sie die vorgeschriebene Abkühlzeit für die Verbindung ein.
- Reinigen Sie die Schweißgeräte, falls erforderlich.
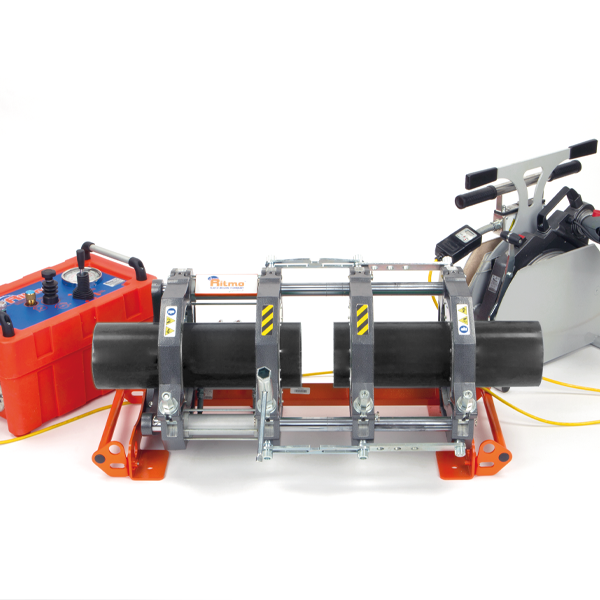
Muffenschweißen von POLYMELT PP-R & PP-RCT Rohren und Fittingen mit einem Handschweißgerät (ab 40 mm)



- Überprüfung der Maschine: Überprüfen Sie die Einschweißtiefe, indem Sie das Gerät entsprechend einstellen
- Schalten Sie das Gerät ein und kontrollieren Sie das Erreichen der Schweißtemperatur
- Sichern Sie das Formteil mit der Klemme und achten Sie darauf, dass sie nicht zu fest angezogen ist, um nicht oval zu verformen. Positionieren Sie das Formteil exakt und verwenden Sie Gegenspannung, um ein Verrutschen zu verhindern.
- Legen Sie das Rohr locker in das Backenfutter ein.
- Stellen Sie das Maß mit dem Drehknopf ein, um eine genaue Schweißtiefe zu erreichen.
- Führen Sie beide Werkzeuge zusammen, bis sie vollständig eingerastet sind.
- Führen Sie das Rohr in Richtung Fitting und sichern Sie es dann. Überprüfen Sie die genaue Ausrichtung der Teile. Kurbeln Sie nun die Teile wieder auseinander.
- Klappen Sie die Heizplatte ein und schieben Sie Fitting und Rohr mit der Handkurbel langsam an das Gerät, bis es vollständig an der Heizfläche anliegt. Überwachen Sie die Schweißzeit genau.
- Kurbeln Sie nach Erreichung der Schweißzeit die Teile auseinander, entfernen Sie die Heizplatte und führen Sie die Schweißteile bis zur nötige Einschweißtiefe zusammen.
- Halten Sie die angegebene Abkühlzeit ein.
- Nehmen Sie die verschweißten Teile aus dem Gerät.
Anschluss eines Einschweißsattels an POLYMELT PP-R & PP-RCT Rohre
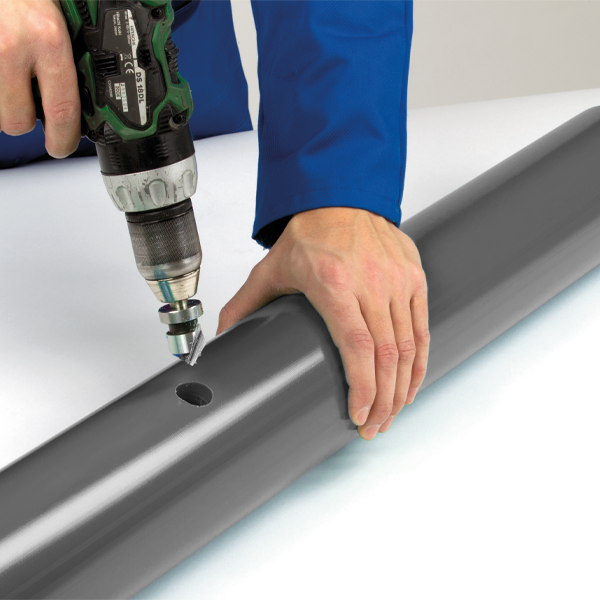



- Bereiten Sie das Material und die Werkzeuge vor Beginn der Arbeit vor. Stellen Sie sicher, dass der Schweißsattel, der Bohrer und das Schweißwerkzeug den gleichen/erforderlichen Durchmesser haben.
- Legen Sie das Rohr genau dort frei, wo der Schweißsattel geschweißt werden soll, und markieren Sie den Schweißbereich. Vorhandene Rohre entleeren und den Druck ablassen.
- Bereiten Sie die Schweißmaschine und die Sattelschweißwerkzeuge vor und erwärmen Sie sie auf Betriebstemperatur (250-270°C).
- Mit der POLYMELT Lochsäge durch die markierte Rohrwand bohren und das Bohrloch von Spänen befreien.
- Die zu verschweißenden Teile und Bereiche müssen sauber und trocken sein.
- Das Schweißwerkzeug mit einem geeigneten und ausgerichteten Sattelwerkzeug in die Bohrung der Rohrwand einführen, bis das Werkzeug die Anschlagposition erreicht. Gleichzeitig schieben Sie den Schweißsattel ein, bis seine Oberfläche die Wölbung des Werkzeugs erreicht.
- Die Aufheizzeit für Rohr und Sattel hängt von der Wulstbildung ab, beträgt aber mindestens 25 Sekunden.
- Wenn sich an beiden Fügeteilen eine Schweißraupe gebildet hat, entfernen Sie das Schweißgerät und schieben den erwärmten Schweißsattel gerade bis zum Anschlag in die erwärmte Bohrung, ohne ihn zu drehen.
- Nach einer Abkühlzeit von mindestens 10 Minuten ist die Verbindung voll belastbar.
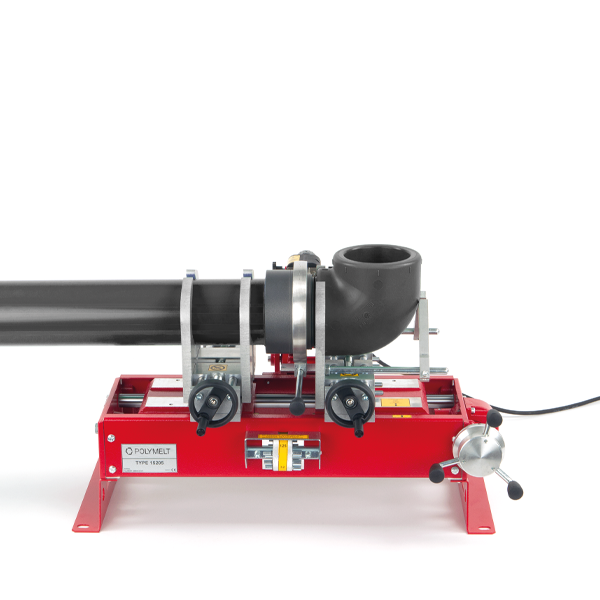
Stumpfschweißen von POLYMELT PP-R & PP-RCT Rohren und Formteilen ab 160 mm

- Schützen Sie den Arbeitsplatz vor Witterungseinflüssen und Schmutz.
- Stellen Sie sicher, dass das Schweißgerät aufgeheizt ist und einwandfrei funktioniert.
- Schneiden Sie die Rohre rechtwinklig auf die gewünschte Länge ab.
- Richten Sie die Rohre aus und ziehen Sie die Spannelemente fest an.
- Die Vorderseite der Rohre mit einem Fräser gleichmäßig hobeln/geraderichten.
- Späne entfernen und die Stirnseite mit Ethylalkohol reinigen.
- Rohrversatz innerhalb der vorgegebenen Grenzen (max. 0,1 × Wanddicke) einhalten.
- Die Rohre zusammenfügen und auf eine ebene Verbindung prüfen (maximale Toleranz 0,5 mm).
- Fügekraft nach der entsprechenden Tabelle in der Betriebsanleitung der Schweißmaschine einstellen.
- Schweißtemperatur überprüfen (210°C).
- Vor jedem Arbeitsschritt sicherstellen, dass das Heizelement sauber ist.
- Schweißvorgang durch Einschwenken des Heizelementes und Aufbringen des Fügedrucks auf die Rohre einleiten.
- Sobald die Wulsthöhe erreicht ist, wird der Druck reduziert, was den Beginn der Heizzeit markiert, die die Rohrenden auf die gewünschte Schweißtemperatur bringt.
- Nach Ablauf der Heizzeit ist das Heizelement unverzüglich zu entfernen und die Rohre mit dem erforderlichen Druck zusammenzuführen.
- Lassen Sie die geschweißten Rohre unter Druck abkühlen.
- Die Schweißverbindung darf erst nach Ablauf der vorgeschriebenen Abkühlzeit gelöst oder aus den Schellen genommen werden.
Sie benötigen mehr Informationen?
Bitte kontaktieren Sie uns!